
 福利满满进口报价HOFFMANN圆柱铣刀191500-7
¥2950.00
福利满满进口报价HOFFMANN圆柱铣刀191500-7
¥2950.00
- 商品
- 详情
供应卧室铣床上用的圆柱铣刀天津哪里卖,价格低质量好
- ¥50.00 ≥1支起批
参数
- 是加工定制
- LINKS/哈量品牌
- 50X50-125X160型号
天津 东丽区
3天内发货
200支
福利满满进口报价HOFFMANN圆柱铣刀191500-7
¥2950.00
产品详情
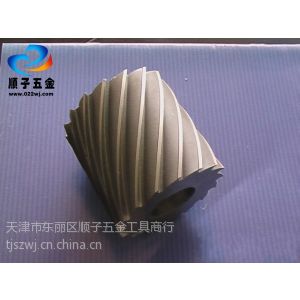
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等.
圆柱铣刀主要用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。 可以多把铣刀组合在一起进行宽平面铣削,组合时必须是左右交错螺旋齿。
圆柱铣刀一般用于在卧室铣床上用周铣方式加工较窄的平面。圆柱形铣刀有两种类型:粗齿圆柱形铣刀具有齿数少、刀齿强度高,容屑空间大、重磨齿数多等特点,适用于粗加工;细齿圆柱形铣刀齿数多、工作平稳,适用于精加工。
规格:50X50、50X63、50X80、63X50、63X63、63X80、63X100、80X63、80X80、80X100、80X125、100X80、100X100、100X125、100X160、125X80、125X100、125X125、125X160
圆柱铣刀的铣削特点:
1.生产***铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率
2连续切削铣削时每个刀齿都在连续切削,尤其是端铣,铣削力波动大,故振动是不可避免的。当振动的频率与机床的固有频率相同或成倍数时,振动最为严重。另外,当高速铣削时刀齿还要经过周期性的冷热冲击,容易出现裂纹和崩刃,使刀具耐用度下降。
3.多刀多刃切削铣刀的刀齿多,切削刃的总长度大,有利于提高刀具的耐用度和生产率,优点不少。但也存在下述两个方面的问题:一是刀齿容易出现径向跳动,这将造成刀齿负荷不等,磨损不均匀,影响已加工表面质量;二是刀齿的容屑空间必须足够,否则会损害刀齿
4.铣削方式不同 根据不同的加工条件,为提高刀具的耐用度和生产率,可选用不同的铣削方式,如逆铣、顺铣或对称铣、不对称铣
为您推荐
更多 >
-
315液压PE热熔对接焊机160-315液压铣刀加热板PE管焊接机 ¥1060.00
-
平面镜面刀盘铝合金刀盘型号规格D80-FMB27铣刀刀盘 ¥180.00
-
-
陶瓷美容刀 陶瓷水果刀 氧化锆陶瓷刀具 陶瓷铣刀 陶瓷手术刀 ¥135.00
-
-
铡铣刀式倒角机 铜铝合金倒角机 倒角0-6MM倒角机 ¥1800.00
 在线问
在线问
产品参数
- 是
- LINKS/哈量
- 50X50-125X160
- 高速钢
- 成型铣刀
- 卧式铣床上加工平面
- 否
- 是
- 标准件
- 非涂层
- 否
- 30045
- 样品
- 50X50-125X160
- 铣床
