- 商品
- 详情
江苏 苏州
不限
产品详情
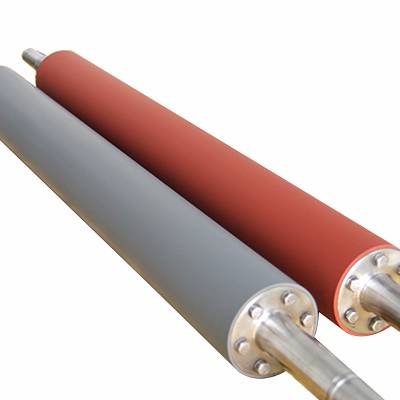
铝辊-江苏健睿电子机械有限公司-铝辊 哪家好由苏州健睿电子机械有限公司提供。铝辊-江苏健睿电子机械有限公司-铝辊 哪家好是苏州健睿电子机械有限公司()升级推出的,以上图片和信息仅供参考,如了解详情,请您拨打本页面或图片上的联系电话,业务联系人:袁大有。
印刷胶辊避免掉料的方法:
但由于胶辊长期受到润版液、油墨、纸张等因素的影响,加之每次清洗不可能完全***,铝辊***格,使得各种物质一层层地堆积在胶辊表面,久而久之,就会封闭胶辊表面原有的毛细孔,形成一种类似钙质的光滑的结晶层,严重影响传墨、传水性能,无法稳定控制印刷品墨色。
??为解决这一问题,起初用专门的起积膏、起积水来清洗,但比较费时、费力,且无形中加大了生产成本。后来,试着在每次洗完后,再用些柠檬酸水洗一遍,使胶辊表面的一些钙类杂质发生化学反应,形成易溶物质以便清洗干净。实践证明,这一方法效果良好且省钱、省力。

在聚氨酯料液浇注过程中,要求聚氨酯胶辊铁芯和模具的温度与聚氨酯料液的温度相近。当二者温差较大时,会造成物料的固化速度不均匀,结果导致聚氨酯材料固化后产生较大的内应力。由于刚刚固化的聚氨酯强度很低,铝辊,脱模后弹性体内部内应力会集中在铁芯的结合面上,聚氨酯胶辊形成较多的裂纹和局部脱芯,严重时会出现明显的裂缝。
因此,实际生产中,铝辊厂家,可控制聚氨酯浇注料与铁芯及模具之间的温差在10℃以内。
印刷胶辊的修补编辑印刷胶辊的修补1. 表面处理:将待修补触打毛,清洁、去污、脱脂,并晾干。2. 配胶修补,将橡胶修补剂固化剂B组倒入主剂A组的铁听内迅速搅拌平均(A:B=1:1),铝辊 哪家好,然后倒到待修补处抹平3. 固化:常温固化4-6小时可以使用,48小时达到大强度。留意事项编辑①搬运移动时,须抬,吊轴部,防止胶面磕,碰,划伤.②新辊暂时不用,请不要把包装纸取下,包装纸能起防护作用.③超尺度期存放的印刷胶辊,使用前应检查印刷胶辊无题目方可上机使用.
铝辊-江苏健睿电子机械有限公司-铝辊 哪家好由苏州健睿电子机械有限公司提供。铝辊-江苏健睿电子机械有限公司-铝辊 哪家好是苏州健睿电子机械有限公司()升级推出的,以上图片和信息仅供参考,如了解详情,请您拨打本页面或图片上的联系电话,业务联系人:袁大有。
为您推荐
 在线问
在线问
产品参数
