- 商品
- 详情
山东 青岛
不限

产品详情

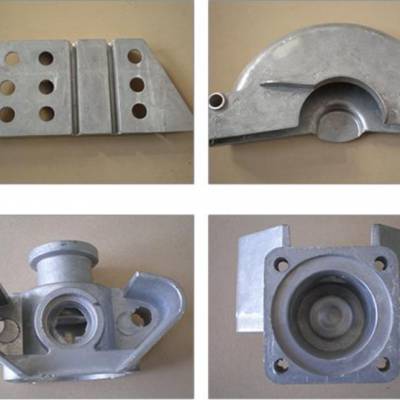
合金压铸件定制-山东合金压铸件-鑫淼金属由青岛鑫淼金属制品有限公司提供。青岛鑫淼金属制品有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!
浇注排溢例(1)对于冷室卧式压铸机上模具直浇道的要求:① 压室内径尺寸应根据所需的比压与压室充满度来选定,锌合金压铸件,同时,浇口套的内径偏差应比压室内径的偏差适当放大几丝,合金压铸件定制,从而可避免因浇口套与压室内径不同轴而造成冲头卡死或磨损严重的问题,且浇口套的壁厚不能太薄。浇口套的长度一般应小于压射冲头的送出引程,以便涂料从压室中脱出。② 压室与浇口套的内孔,在热处理后应精磨,再沿轴线方向进行研磨,其表面粗糙≤Ra0.2μm。③ 分流器与形成涂料的凹腔,其凹入深度等于横浇道深度,其直径配浇口套内径,沿脱模方向有5°斜度。当采用涂导入式直浇道时,因缩短了压室有效长度的容积,可提高压室的充满度。
压铸的生产工艺介绍:
高压注射导致填充模具的速度非常快,这样在任何部分凝固之前熔融金属就可填充满整个模具。通过这种方式,就算是很难填充的薄壁部分也可以避免表面不连续性。不过这也会导致空气滞留,因为快速填充模具时空气很难逃逸。通过在分型线上安放排气口的方式可以减少这种问题,不过就算是非常精密的工艺也会在铸件中心部位残留下气孔。大多数压铸可以通过二次加工来完成一些无法通过铸造完成的结构,例如钻孔、抛光。
压铸用模具使用提醒:
碎裂碎裂失效 在压射力的作用下,模具会在zui薄弱处萌生裂纹,合金压铸件加工厂,尤其是模具成型面上的划线痕迹或电加工痕迹未被打磨光,或是成型的清角处均会zui先出现细微裂纹,山东合金压铸件,当晶界存在脆性相或晶粒粗大时,即容易断裂。而脆性断裂时裂纹的扩展很快,这对模具的碎裂失效是很危险的因素。为此,一方面凡模具面上的划痕、电加工痕迹等必须打磨光,即使它在浇注系统部位,也必须打光。另外要求所使用的模具材料的强度高、塑性好、冲击韧性和断裂韧性均好。
合金压铸件定制-山东合金压铸件-鑫淼金属由青岛鑫淼金属制品有限公司提供。青岛鑫淼金属制品有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!
为您推荐
 在线问
在线问
产品参数
