
 红色耐磨陶瓷 铬刚玉耐磨陶瓷 钢厂矿渣磨陶瓷防磨施工
¥12.50
红色耐磨陶瓷 铬刚玉耐磨陶瓷 钢厂矿渣磨陶瓷防磨施工
¥12.50
- 商品
- 详情
水泥厂下料溜子防磨 螺柱焊接耐磨陶瓷施工 钢厂烧结除尘风管防磨工程
- ¥10.00 1000 - 9999
- ¥9.80 10000 - 29999
- ¥9.50 ≥30000
参数
- 通体砖/玻化砖产品类别
- 东臻品牌
- 武汉产地
湖北 武汉
3天内发货
100000公斤
红色耐磨陶瓷 铬刚玉耐磨陶瓷 钢厂矿渣磨陶瓷防磨施工
¥12.50
产品详情
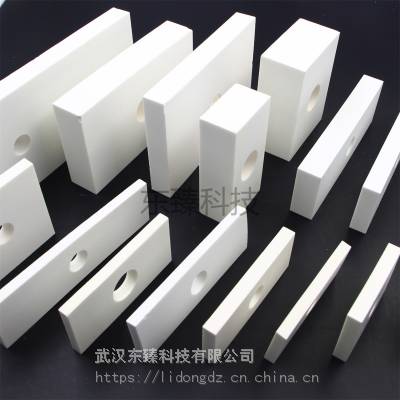
焊接耐磨陶瓷主要规格:
(1) 陶瓷板150*100*6(18元每公斤);150*100*8(15元每公斤);150*100*10;150*100*12;150*100*15;150*100*20;150*100*25;150*100*30
(2) 陶瓷板100*100*6(18元每公斤);100*100*8(15元每公斤);100*100*10;100*100*12;100*100*15;100*100*20;100*100*25
(3) 陶瓷板150*50*6(18元/公斤);150*50*8(15元/公斤);150*50*10;150*50*12;150*50*14;150*50*15;150*50*20;150*50*25;
(4) 陶瓷板120*80*6(18元/公斤);120*80*8(15元/公斤);120*80*10;120*80*12;120*80*15;120*80*20
(5) 陶瓷砖90*60*10;90*60*12
(6) 燕尾卡槽陶瓷100*60*10;100*60*11;100*60*12
(7) 球面陶瓷75*75*20+5;80*80*20+5
(8) 卡槽35*80*10(15元每公斤)
(9) T型陶瓷150*50/47*10;150*50/47*12;150*50/47*15;100*40/37*10;
(10) 弧形陶瓷板,旋流器板(18元每公斤)
(11) 95瓷耐磨陶瓷板14元/公斤
(12)互锁互压陶瓷40*50*6-12,50*60*6-12,带孔的单价是20元/公斤,不带孔的18元/公斤,18*18*5单价25元/公斤
耐磨陶瓷别名:高温耐磨陶瓷 耐磨陶瓷叶轮 耐磨陶瓷颗粒 耐磨陶瓷风机 耐磨陶瓷胶 耐磨陶瓷ab胶 耐磨陶瓷刮刀 耐磨陶瓷管件 耐磨陶瓷弯管 耐磨陶瓷密度 淄博耐磨陶瓷 耐磨陶瓷施工 耐高温耐磨陶瓷 耐磨陶瓷叶片 耐磨陶瓷片胶 耐磨陶瓷托辊 耐磨陶瓷卡子 耐磨陶瓷工程 高铝耐磨陶瓷 耐磨陶瓷加工 河南耐磨陶瓷 耐磨陶瓷氧化铝
氧化铝耐磨陶瓷复合管件:包括各种管径的直管、弯管、弯头、变径大小头,方圆过渡短节等;是利用陶瓷-金属复合制作技术原理,通过粘接、焊接、镶嵌、铆接及套接技术,将各种耐磨陶瓷片、板、砖材料复合在管件内磨损表面,从而形成一个具有优异耐磨性能的表层,而基体仍采用普通金属材料的复合管件。与传统的全金属的合金管件相比,工作面耐磨性更高,可以使管件的整体耐磨防腐使用寿命提高几倍到几十倍以上。整体重量大副下降,减少钢材用量,降低了装置造价与维护检修费用,***。所有产品均采用美国标准ASME、ANSI、德国标准DIN、日本标准JIS、国内GB/T、SH、HG、JB等标准生产,非标产品均可按用户提供的技术图纸资料加工生产。
耐磨性好:耐磨陶瓷弯管的内衬陶瓷层为耐磨工程陶瓷,其硬度(HRA)≥84,其耐磨性能是高铬耐磨铸铁合金管件的10倍以上。采用5mm厚陶瓷层,其实际耐磨使用寿命将相当于50mm厚耐磨铸钢。
耐腐蚀:选用不同的耐磨陶瓷材料,对不同的腐蚀介质具有优异的防腐性能,耐酸、碱、盐等强腐蚀介质和卤盐腐蚀的特性。
耐高温性能好:耐磨陶瓷本身具有耐1200摄氏度以上的高温能力,通过合理设计和采用不同的复合方式,耐磨陶瓷管件可以在-50℃至800℃温度范围内长期运行,特别适合于高温燃烧器等设备内衬。
降低工程造价:耐磨陶瓷管件主要用于输送带颗粒的液固两相流物质以及腐蚀性介质,用于替代价格昂贵的不锈钢管、高铬铸钢管、硬质合金耐磨管,可直接降低工程造价,同时延长使用寿命。产品性价比高,可节省检修、更换材料的费用和时间。
耐磨陶瓷板性能指标
项目名称 | 参数 | |
品牌 | 臻牌 | 臻牌 |
Al2O3(%) | 92 | 95 |
洛氏硬度HRC | 86 | 90 |
吸水率(%) | 0.02 | 0.02 |
断裂韧度(MPa) | 3.65 | 3.65 |
抗压强度(MPa) | 850 | 1150 |
抗弯强度(MPa) | 290 | 355 |
体积密度(g/cm3) | 3.6 | 3.7 |
陶瓷厚度(mm) | 各种 | |
陶瓷片规格 | 可按照标准选择也可以定制特殊尺寸 | |
预期使用寿命(年) | 煤粉、粉煤灰、水泥粉末、石灰石粉、石英石粉、沙尘等设备上使用达5年以上寿命 | |
使用方法
1、检查环境温度
施工期间,施工地点的气温须控制在5℃至40℃之间,如气温过低时,材料本身及施工区域则须加温至5℃以上,直到耐磨陶瓷施工完毕为止。应避免在直接日晒或强风状况下施工,防止管道热胀冷缩造成的陶瓷片互相挤压而影响粘接强度,强风下禁止施工,因风造成的扬尘会严重影响陶瓷胶的粘结强度。
2、对要采取防磨的部位搭设脚手架,脚手架要求施工人员便于粘接施工及打磨。
3、进行表面处理,用清扫工具将施工部位的浮灰、杂物等清扫干净。
4、机械除锈,用喷砂机或角向打磨机除垢、除锈、除杂物,直至露出金属光泽。作到表面光滑平整。有严重磨损部位,需要补焊或者更换设备后再仔细打磨。
5、清洗,用丙酮或者无水酒精除锈以达到表面清洗干净。洗净施工表面污染物和油污。
6、刮胶泥,将瓷胶和固化剂按比例调配,取4份胶、1份固化剂,便于施工可以取200克胶50克固化剂,放在一个便于和胶的托盘上,然后搅匀,一定要搅匀,然后把胶刮涂在施工陶瓷板上(陶瓷板上的焊接孔为沉头孔,缩孔部位的表面涂抹胶水,但不要把胶水涂抹在孔的边缘,因为把陶瓷板压实的话,胶水会挤入到孔内造成无法焊接的困难),粘接剂涂抹均匀,不得有漏涂现象,也不要涂抹厚度超过1mm,然后把陶瓷板按照顺序粘接到金属筒壁上。(严格按照工艺比例混胶,并***混合均匀;每次混胶量以随用随配为原则),注意:陶瓷片在刮胶前要检查表面毛刺,并清理表面污物。
7、粘贴
将刮好胶的陶瓷板按顺序贴在施工部位,用橡皮锤轻轻敲实。陶瓷板装贴需紧密贴紧筒壁,陶瓷装贴应平整并应尽可能形成光滑面,每相邻的陶瓷块的高低差应小于0.1mm。
8、陶瓷粘贴后,待胶水固化24小时后,(如果需要焊接)即可进行焊接作业
9、所有的陶瓷黏贴后,可对耐磨陶瓷进行焊接,首先把焊接铁碗(锥形的铁圈)涂抹一点胶水,然后放入到孔内并推入到孔的底部。切记不要把铁碗的中心孔涂抹胶水。安排专业的焊接工人对铁碗进行焊接,***铁碗和钢板能够焊接牢固即可。可以采用二保焊也可以采用焊条直接点焊。注意:铁碗电焊牢固即可,切不可填充焊接,过多的焊接会造成陶瓷的炸裂。
10、铁碗焊接完成后,使用专用的陶瓷柱对焊接孔进行封堵,在陶瓷柱的侧面涂抹胶水,然后塞到孔内即可。
11、由于管道、旋风筒、溜槽、落料管等尺寸不匹配,不能使用陶瓷板全部覆盖到位,因此需要对陶瓷之间的夹角、间隙、以及陶瓷接头等部位进行填充,可以把剩余的陶瓷板砸成细小的颗粒或者由供货厂家提供刚玉砂混合陶瓷胶制成耐磨胶泥进行填缝。
12、所有需要粘接陶瓷板的地方粘接到位、所有的焊接孔焊接完毕以及对孔进行封闭作业完成、所有的陶瓷间隙进行填充即可验收并投入使用。
13、自检、修整
粘贴完成后进行检查,陶瓷衬片外表面光滑平整,无深度滑痕及破裂现象,确保粘贴后平整,发现不合格处进行修整。
14、注意事项,粘贴好后需自然固化24小时后方可投入使用。
为您推荐
 在线问
在线问
产品参数
- 通体砖/玻化砖
- 东臻
- 武汉
- DZ036
- 耐磨系列
- 150*50*12
- 耐磨级
- 工业设备
- 耐磨
- 无
- JC2010
- 优良
- 优良
- 1150MPa
- 0.02
- 优良
- 0.02
- 35000
- 优良
- 否
- 150*50*12
- 白色
- 否
- 3.6
