- 商品
- 详情

感应钎焊概述
1.2青岛天润高周波感应钎焊概述
通过电磁感应的加热方法将焊缝加热到合金钎料熔化的温度,但是此时被焊接的金属仍然未到达熔化温度,低熔点合金通过强大的表面张力将两个金属粘连在一起,冷却后就形成固体焊缝。可将同种或不同材料的零件焊接起来,节约材料***,可满足各种需要。适用于钢、铜、铝、镍、特种合金等各种磁性材料的焊接。高频感应局部焊接强度高,无变形,综合机械性能优于其他焊接。
2感应钎焊系统整体框架
整个系统的整体框架包括1套双工位焊接台,2台高频焊机,2套定位工装、1套电控系统及1套冷却系统。
图2感应钎焊系统整体框架
图3系统框架等效实物图(点击这里了解产品详情)
3工艺流程及选型
配管——上工件——风冷——焊接加热——焊缝自然冷却——风冷——取工件。
焊接电源选型-感应器选型-焊料助剂选型-工装定位设计-辅件选型-焊接参数确定-焊后清洗。

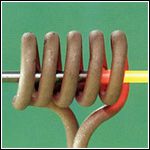
小钢管感应加热
热辐射P2=Aeσ(T14-T24),其中,A1是工件表面积,e 是工件表面辐射率,σ是斯潘特-玻尔兹曼常数,T1和T2分别为工件和环境温度,单位为K式温度(K 式温度为温度273.15 摄氏度)。在200摄氏度到595摄氏度区间,钢的辐射率为0.8。
线圈损耗P3就是线圈上的损耗。这个损耗可以通过减少感应圈的电阻来减少。比如,采用高纯度的铜管或是超导材料。这个损耗会导致感应器发热,必须进行冷却。
电源功率P=(P1 P二* P3)*n,n为加热效率,不同的材质加热效率不同。如钢的加热效率约为0.6。
(2)频率计算
工作频率的选取对透热的均匀性和节能都有非常重要的意义。在选择合适的工作频率时,首先需要了解穿透深度的概念。
穿透深度指的是,大约86%的能量集中的深度。
d=50300
其中,d是穿透深度,单位是c;P1为工作温度下的感应器电阻率,单位为Ω? cm;f 为工作频率,单位为Hz;u1为感应圈的相对磁导率,无单位。
需要注意的是,由于电阻率和导磁率的变化,穿透深度随着温度的变化而变化。通常电阻率是正温度系数,高频焊机选择,也就是说,电阻率随着温度的上升而增大,高频焊机钢丝,所以,穿透深度会变深。对于非导磁体材料,穿透深度通常会变深2-3 倍。对于导磁体,可能随着温度的升高导致失磁,比如铁在居里点770 度左右,高频焊机,导磁率会很快下降到1,穿透深度会增加20 倍左右。
5.6焊接参数确定
过我们长时间的高频钎焊研究和大量的客户经验,选择该机型中的自动加热模式,自动加热模式加热电流总共分为五段,在这过程中铝制金属特性是随着温度升高而电阻升高,数字化高频焊机价格,焦耳效应导致在加热过程中是约加热升温速度越块,这和我们研究总结出来的焊接工艺是不符的,因此我们采用电流逐级递减的方式对焊接部位进行加热。这样可以***加热均匀的前提下提高焊接部位温度,防止工件在高温段过烧,***为了使焊接工艺的完整性,我们在其后设定保温小电流,确保其达到熔深达标、无气孔砂眼等工艺标准。
图12加热参数设置 图13运行参数显示
5.7焊后清洗
当焊接完成后,焊料堆积区表面需要会有助剂残渣,需要对其进行清洗,目前比较环保的方式是采用超声波清洗。我公司可提供高频焊焊后超声波清洗机。
图14全自动超声波清洗机 图15工业单槽超声波清洗机
高频焊机钢丝-青岛天润高周波(在线咨询)-高频焊机由青岛天润高周波电器有限公司提供。青岛天润高周波电器有限公司()是一家专业从事“数字高频感应加热设备,高频焊接机,自动高频热合机,高周波塑胶”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“天润,青岛天润,天润高周波”品牌拥有良***。我们坚持“服务至上,用户至上”的原则,使青岛天润高周波在包装相关设备中赢得了众的客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!同时本公司()还是专业从事高频感应加热设备,高频焊接机,电磁采暖炉的厂家,欢迎来电咨询。
 在线问
在线问
