- 商品
- 详情

感应加热淬火高频焊机
单频率感应加热的困惑
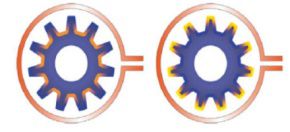
众所周知,与其他传统的热处理方式相比,高频焊机选择,感应加热淬火具有工件表面硬度高、脆性低、疲劳强度高、工件表面质量好(不易氧化脱碳)、变形小,以及加热温度、淬硬层深度等参数容易控制等特点。然而对于类似齿轮这样具有凹凸表面的结构的工件而言,常规的单频感应加热技术就无法实现令人满意的处理效果。由于齿轮存在凸面和凹面,采用高频感应加热进行齿轮表面淬火(见下图),感应电流所产生的热量迅速传导,齿顶得到完全硬化,触头专用高频焊机,但是齿根硬化不足。此外,这种处理方法还容易在齿根面上增加残留应力,导致断裂发生。

?高频感应加热处理
高频感应加热处理
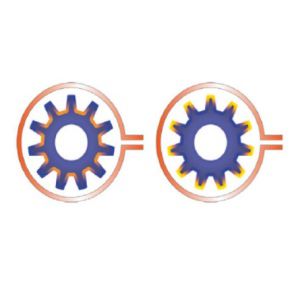
同样地,高频焊机钢丝,采用中频感应加热进行齿轮的表面淬火(见下图),热量在齿根进行传导,由于齿根的凹面形状,热量在传导的过程中以指数形式递减,齿根得到***硬化,而齿顶却硬化不足。如何有效地避免这种现象的发生呢?事实证明,采用单频率感应加热是无法实现这样的处理任务;如果不同频率的感应加热分别处理齿轮的齿根和齿顶,往往导致齿轮的轮廓硬化效果不均衡。而采用同步双频感应加热技术,在同一个感应线圈同时输出两种频率进行热处理,这个问题就迎刃而解了。
中频感应加热处理
同步双频感应加热技术在淬火中的应用
为了解决单频率感应加热再处理类似齿轮等复杂表面硬化过程中的困惑,通过不断的探索和试验,高频焊机,逐渐出现了同步双频感应加热技术。这是一种真真意义上的齿轮便面感应淬火技术。近年来,国外的同步双频感应加热技发展迅速,已广泛应用于汽车及航空工业领域类似齿轮等复杂表面工件的热处理当中。同步双频感应加热技术就是在一个感应线圈上同时使用两种不同频率(高频和中频)对一个工件进行热处理。同步双频感应加热电源包括正常功率输出的一个HF(高频)和一个MF(中频)电源,采用IGBT技术,在中频震荡基础上叠加高频震荡。
高频焊机选择-高频焊机-青岛天润高周波(查看)由青岛天润高周波电器有限公司提供。青岛天润高周波电器有限公司()是山东 青岛 ,包装相关设备的***,多年来,公司***执行科学管理、创新发展、诚实守信的方针,满足客户需求。在青岛天润高周波领导携全体员工热情欢迎各界人士垂询洽谈,共创青岛天润高周波更加美好的未来。同时本公司()还是专业从事超声波金属焊接机,超声波塑料焊接机,手持超声波点焊机的厂家,欢迎来电咨询。
 在线问
在线问