- 商品
- 详情


传统压铸工艺主要由四个步骤组成,或者称做高压压铸。这四个步骤包括模具准备、填充、注射以及落砂,它们也是各种改良版压铸工艺的基础。在准备过程中需要向模腔内喷上润滑剂,润滑剂除了可以帮助控制模具的温度之外还可以有助于铸件脱模。然后就可以关闭模具,用高压将熔融金属注射进模具内,这个压力范围大约在10到175兆帕之间。当熔融金属填充完毕后,发动机合金压铸件,压力就会一直保持直到铸件凝固。
压铸有以下三方面优点:
1. 产品质量好 铸件尺寸准确度高,锌铝合金压铸件,一般相当于6~7级,甚至可达4级;表面光洁度好,合金压铸件定做,一般相当于5~8级;强度和硬度较高,强度一般比砂型铸造提高25~30%,但延伸率降低约70%;尺寸稳定,互换性好;可压铸薄壁复杂的铸件。例如,当前锌合金压铸件z小壁厚可达0.3mm;铝合金铸件可达0.5mm;z小铸出孔径为0.7mm;小螺距为0.75mm。
2.生产效率较高 机器生产***,例如国产JⅢ3型卧式冷空压铸机平均八小时可压铸600~700次,小型热室压铸机平均每八小时可压铸3000~7000次;压铸型寿命长,一付压铸型,压铸钟合金,寿命可达几十万次,甚至上百万次;易实现机械化和自动化。
3.经济效果优良 由于压铸件尺寸准确,合金压铸件,表泛光洁等优点。一般不再进行机械加工而直接使用,或加工量很小,所以既提高了金属利用率,又减少了大量的加工设备和工时;铸件价格便易;可以采用组合压铸以其他金属或非金属材料。既节省装配工时又节省金属。
压铸的发展历史(部分):
2009年国内生产总值增长8.7%;扩大内需,国家实施总额4万亿元两年投资计划,产业调整振兴规划,均为压铸业提供了辽阔的发展空间。特别是汽车工业规划目标:2009年至2011年三年平均增长率要求达到10%,中国汽车产品***在国内销售,受国际市场的影响较小。
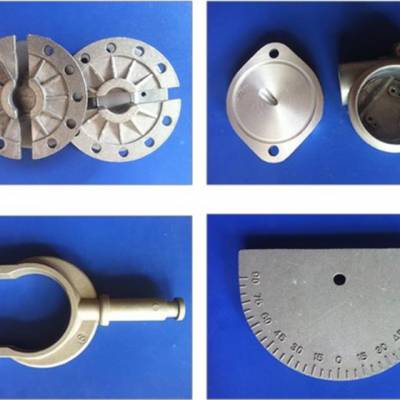
青岛鑫淼金属建于1988年,是一座有着悠久铸造历史的企业,主要以压铸和铸造为,压铸各种型号的铝合金压铸件、锌合金压铸件、发动机铸铝配件、仪表铸铝配件、机械铸铝配件等相关产品。
发动机合金压铸件-合金压铸件-青岛鑫淼由青岛鑫淼金属制品有限公司提供。青岛鑫淼金属制品有限公司坚持“以人为本”的企业理念,拥有一支高素质的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。鑫淼金属——您可信赖的朋友,公司地址:青岛即墨市环秀办事处国家泊子村,联系人:宮经理。
 在线问
在线问
