Q195热镀锌钢管 镀锌带管 1.2寸*2.5mm
¥15.20
Q195热镀锌钢管 镀锌带管 1.2寸*2.5mm
¥15.20
- 商品
- 详情
热镀锌钢管 Q235 1寸*2 1寸*2.5 2寸*3 4分*1.5
- ¥15.80 10 - 99吨
- ¥15.60 100 - 999吨
- ¥15.20 ≥1000吨
参数
- 大棚管产品特性
- 否是否进口
- 天津产地
山东 聊城
2天内发货
35800吨
Q195热镀锌钢管 镀锌带管 1.2寸*2.5mm
¥15.20
产品详情
影响带钢表面清洁度的因素有乳化液、轧辊材质和表面粗糙度、轧制变形率等。带钢表面清洁度一般以带钢表面残油量、残铁量和退火后的残碳量来衡量。如果带钢表面清洁度达不到要求,镀锌带钢产品则易形成锌粒、锌疤等缺陷。退火后残碳量高还会影响成品表面质量。因此,提高轧后钢板表面清洁度已成为提高产品表面质量的关键环节。轧制油必须具有:良好的润滑性,以减少轧制过程中的磨损;良好的挥发性,使后工序退火时带钢表面残油能在较低的温度下被清除;良好的耐极压性,以***油膜强度。轧辊硬度越低,在轧制过程中越易产生磨损。轧制变形率越大,轧辊在轧制过程中的磨损就越严重。 。
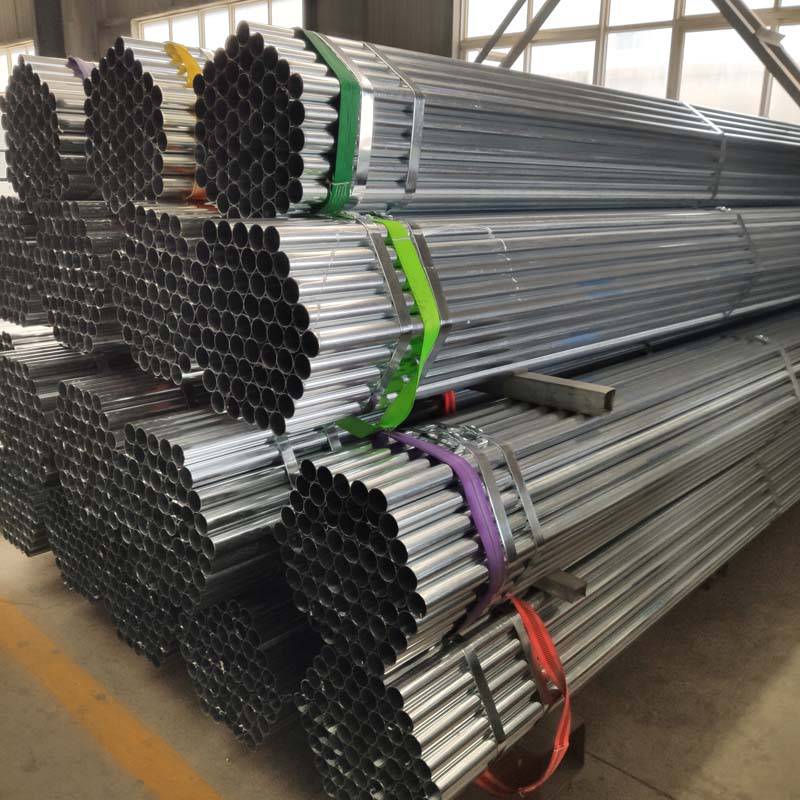
热镀锌优良带钢是在经过热轧处理的钢板的表面上涂上一层锌料,这样使镀锌带钢能够拥有更好的耐腐蚀性能,从而有效增加它的使用寿命。对于热镀锌带钢您了解多少呢,下面就跟随我们一起来了解下热镀锌带钢是如何炼成的吧。首先,要***带钢的表面足够的清洁才行,所以要使用酸洗的方法对它进行深层次的去污处理,使得它的表面光洁如新,这样才能够***在进行镀锌工作时,能够顺畅迅速。在酸洗完成后,更好是在氯化铵水溶液中进行洗涤,这些工作完成后,就可以把它们放在热浸镀槽中开始进行镀锌工作了。如果用户有特殊的要求,此时就要根据用户的要求进行操作了,把制作完成后的带钢按照一定的规范进行保存就可以了。 。
镀锌管的生产工艺流程和标准规范热镀锌钢管的生产工艺流程归属于各生产商的商业秘密,因而只有出示大概生产流程: a.园钢提前准备;b.加温;c.热扎破孔;d.切头;e.酸洗钝化;f.刃磨;g.润化;h.冷扎生产加工;i.脱油;j.热处理回火调质处理;k.校直;l.切管;m.酸洗钝化;n.成品检验。镀锌管的技术标准与规范型号和成分镀锌管热镀锌钢管用钢的型号和成分应合乎GB-3092所要求的黑有用钢的型号和成分。镀锌管的生产制造方式镀锌管的生产制造方式(炉焊或电弧焊接)由生产厂挑选。热镀锌多选用热镀锌法。镀锌管的外螺纹及三通接头带外螺纹供货的热镀锌钢管,外螺纹应在热镀锌车后制,镀锌管价钱外螺纹应合乎YB-822的要求;钢质三通接头应合乎YB-238的要求,可锻铸铁三通接头应合乎YB-230的要求。 。
镀锌带钢的加工工艺中,热镀锌在其实用的作用影响下,逐渐成为镀锌技术的应用主流。常见的热镀锌带钢刚加工工艺主要有氢气还原法镀锌和氯化铵溶剂法镀锌两种。其中氢气还原法镀锌发明于1937年,氢气还原法热镀锌奠定了现代化连续热镀锌的基础。采用氢气还原法生产工艺的产品,其外观质量、镀锌层结合力均优于溶剂法镀锌。还原法镀锌在带钢经酸洗后进入加热还原炉,用氢气还原掉酸洗后产生的氧化膜,并在加热还原过程中使钢板表层产生一层海绵状的还原层,进入锌锅后可以产生一层双向结合力好、均匀的锌铁合金层,大大增加了锌层的附着力、这也决定了其镀锌法能源消耗成本较高。氯化铵溶剂法镀锌同样发明于1837年。采用氯化铵溶剂法生产工艺的产品,由于氯化铵溶剂法镀锌没有加热还原过程,其外观质量与镀锌层表面结合力较氢气还原法镀锌略差。这也决定了其镀锌法能量消耗成本较氢气还原法镀锌低一些。 。
为您推荐
-
-
-
椭圆镀锌管 异形镀锌带钢管 热镀锌方管 ¥15.20
-
-
-
4分-10寸热镀锌管 镀锌带钢管 镀锌水管 ¥15.20
-
-
镀锌带钢管 冷镀锌钢管 大棚管折弯加工 ¥15.20
-
-
镀锌带钢管 大棚管 镀锌带钢管 ¥15.20
-
-
薄壁镀锌管 镀锌带钢管 温室大棚管 小口径无缝镀锌管 ¥15.20
-
镀锌带钢管 镀锌带圆管 镀锌带薄壁管 ¥15.20
-
镀锌钢管价格 小口径镀锌带钢管 镀锌钢管厂家 ¥15.20
-
镀锌管25*2.5/热镀锌管/镀锌带钢管/镀锌热镀锌管 ¥15.20
-
-
235热镀锌带钢管-小口径薄壁镀锌带钢管 ¥15.20
-
镀锌管-热镀锌大棚管-镀锌带钢管可定做长度4-17米 ¥15.20
 在线问
在线问
产品参数
- 大棚管
- 否
- 天津
- Q345
- 增洲
- 无锡
- 渔珠仓
- 汽车用、 太阳能、 金属制品、 家用电器、 精密电子、 集装箱、 机械制造、 电梯、 卫生洁具、 轨道交通、 压力容器、 建筑装饰、 核电、 餐饮厨具、 化工设备、 日用电器、 食用机械、 结构制管
- 深加工(冲压、折弯等)
- 正品(受理质量异议)
- 可配送到厂
- 期货
- 10mm、 30mm、 9kg、 18kg、 22kg、 24kg、 25kg、 30kg、 35*27*11CM、 27cm以下、 27cm、 39cm、 43cm、 120*70、 105*60、 115*65、 110*65、 4枚、 10枚、 20枚、 25枚、 50枚、 80*120cm、 60*60cm、 70*70cm、 60*120CM、 80*80cm、 70*120cm、 60*180cm、 90*150cm、 90*90cm、 90*180cm、 90*120cm、 90*210cm、 70*210cm、 70*180cm、 60*150cm、 60*210cm、 70*150cm、 70*240cm、 80*150cm、 80*180cm、 80*210cm、 80*240cm、 1.5寸*3.25mm、 6分*2.5mm、 4寸*3.75mm、 3寸*3.75mm、 8寸*5.0mm、 1.5寸*3.0mm、 5寸*4.0mm、 3寸*3.25mm、 2寸*3.5mm、 1寸*2.75mm、 1寸*3mm、 1.2寸*2.5mm、 3寸*4.0mm、 6寸*4.0MM、 6分*2.75mm、 1寸*3.25mm、 1.2寸*3.25mm、 4分*2.75mm、 4寸*3.0mm、 8寸*4.5mm、 4分*2.5mm、 8寸*6.0mm、 1.5寸*2.75mm、 2寸*3.0mm、 3寸*3.0mm、 4寸*3.25mm、 1.5寸*3.5mm、 1寸*2.5mm、 4分*2mm、 1.2寸*3mm、 6寸*4.5mm、 4寸*4.0mm、 4寸*3.5mm、 5寸*4.5mm、 8寸*5.5mm、 3寸*3.5mm、 6寸*4.25mm、 5寸*3.75mm、 5寸*4.25mm、 2寸*3.25mm、 1.2寸*2.75mm、 6寸*3.75mm、 6分*2mm、 2寸*2.75mm
- dysio
- 过磅
- 钢材城B区998
- 18363509995
- 光滑 易折弯