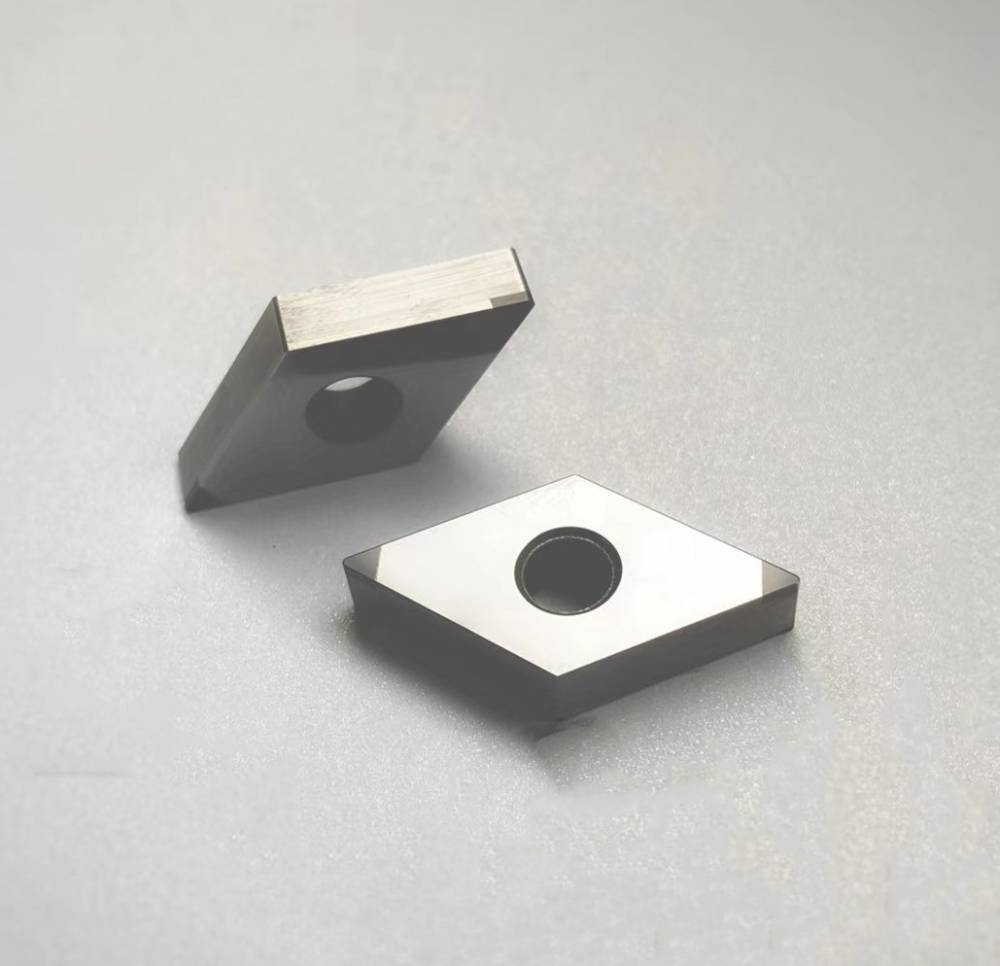
加工铁基粉末冶金cbn车刀华敏氮化硼刀头 浙江地区数控刀头厂家
¥130.00
加工粉末冶金工件华敏cbn刀片价格 浙江地区氮化硼刀头厂家
¥138.00
加工铁基粉末冶金cbn车刀华敏氮化硼刀头 浙江地区数控刀头厂家
¥130.00
加工粉末冶金工件华敏cbn刀片价格 浙江地区氮化硼刀头厂家
¥138.00
在流水线上大批量加工粉末冶金工件时,刀具的破损或快速磨损会打乱流水线的工作节奏,从而降低生产效率;大型粉末冶金工件表面精加工时,中途换刀会影响加工质量和加工效率。显然,选择更合适的刀具材料加工粉末冶金工件能够降低加工成本,提高加工效率,更能进一步保障加工质量,***被加工件的品质要求。
华敏深耕粉末冶金汽车零部件加工多年,针对汽车发动机缸盖进排气门、变速箱齿轮、离合盘等汽车零部件都有丰富的成功案例。
发动机缸盖进排气门座圈加工案例中, CBN加硬质合金组合成型刀在切削线速度(VC)150m/min,进给量(f)0. 15mm/rev,加工余量(Ap)0.1mm的加工参数下精加工粉末冶金气门座圈,刀具无崩刃磨损现象,有效抑制表面光洁度受损的问题,达到1800孔实现稳定的加工,比同类产品加工效率提升1.2倍。
针对变速箱齿轮加工案例, CBN刀具加工粉末冶金同步轮毂和齿轮等零部件,以车削、断续的加工方式精车齿轮端面和内圆,一把刀同时解决多个加工需求。在适合加工参数和良好机床条件下,华敏的CBN刀具寿命十分可观,选用华敏CBN刀具可以大幅降低加工单件成本。
除此之外,华敏也积累了大量针对粉末冶金齿盘、齿套、离合盘等工件的加工解决方案。工件的表面不仅都满足了客户的需求,华敏刀具更展现出了相较于竞品的高性价比。不仅如此,威士还为客户提供刀具修磨服务,更进一步为厂商缩减加工成本。
CBN刀具加工粉末冶金零件的切削参数
由于每个零件的大小不同,工况不同,机床刚性不同,因此在加工粉末冶金零件时切削参数有所调整,因此刀具厂家一般只提供一个范围(如下表),从低到高调整至更合理的切削参数值。
华敏立方氮化硼刀片切削参数
CBN刀具HJ81材质车削加工粉末冶金带轮的案例
CBN刀具HJ80材质车削加工粉末冶金气门座圈的案例
 在线问
在线问