- 商品
- 详情

山东 青岛
不限

产品详情

熔模铸造件-青岛鑫淼-铸造件由青岛鑫淼金属制品有限公司提供。青岛鑫淼金属制品有限公司在铸件这一领域倾注了诸多的热忱和热情,鑫淼金属一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。相关业务欢迎垂询,联系人:宮经理。
“短流程”铸造工艺,是用高炉铁液直接注入电炉中进行升温和调整成分,铝合金铸造件,经变质处理后浇注铸件,省去了用生铁锭再重熔成铁液的过程,是一种节能、降成本的铸造生产方法,是铸造协会重点推广的优化技术之一。“短流程”工艺在山东等省已经得到了较好的应用,在不久前公布的72家优良铸造生铁基地试点企业中,采用“短流程”的山东企业达到12家。其为加强铸造生铁基地建设,优化铸造产业集群的发展发挥了很大的推进作用,将会促进铸造业向更高的层次迈进。
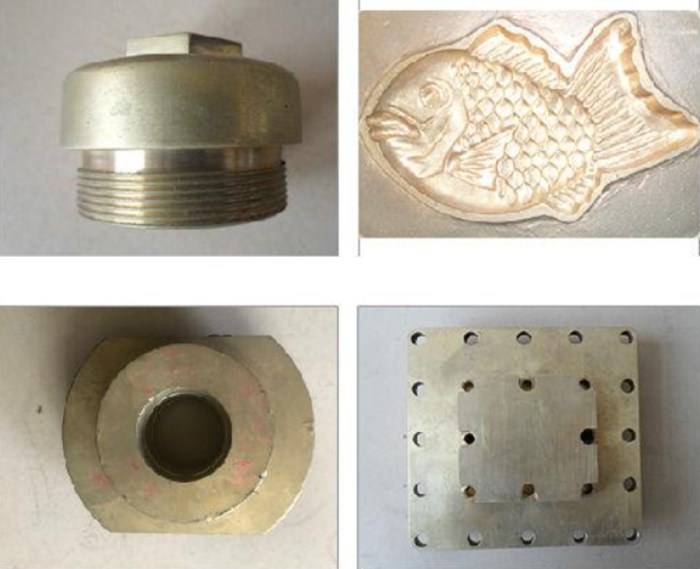
所谓熔模铸造工艺,简单说就是用易熔材料(例如蜡料或塑料)制成可熔性模型(简称熔模或模型),在其上涂覆若干层耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,消失模铸造件,在其四周填充干砂造型,z后将铸型放入焙烧炉中经过高温焙烧(如采用高强度型壳时,可不必造型而将脱模后的型壳直接焙烧),铸型或型壳经焙烧后,于其中浇注熔融金属而得到铸件。
真空压铸(vacuumdie casting):通过在压铸过程中抽除压铸模具型腔内的气体而消除或***减少压铸件内的气孔和溶解气体,从而提高压铸件力学性能和表面质量的***压铸工艺。
工艺特点:
优点:1、消除或减少压铸件内部的气孔,提高压铸件的机械性能和表面质量,改善镀覆性能;2、减少型腔的反压力,可使用较低的比压及铸造性能较差的合金,铸造件,有可能用小机器压铸较大的铸件;3、改善了充填条件,熔模铸造件,可压铸较薄的铸件;
缺点:1、模具密封结构复杂,制造及安装较困难,因而成本较高;2、 真空压铸法如控制不当,效果就不是很***。
熔模铸造件-青岛鑫淼-铸造件由青岛鑫淼金属制品有限公司提供。青岛鑫淼金属制品有限公司在铸件这一领域倾注了诸多的热忱和热情,鑫淼金属一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。相关业务欢迎垂询,联系人:宮经理。
为您推荐
 在线问
在线问
产品参数