- 商品
- 详情
山东 青岛
不限

产品详情

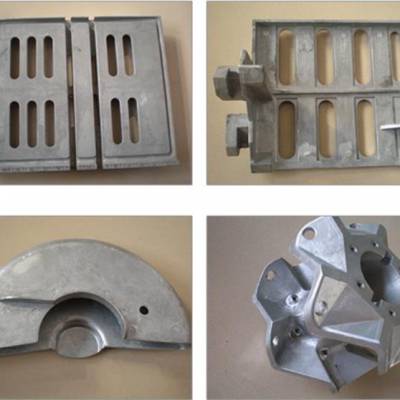
压铸-青岛鑫淼金属制品-铝件压铸由青岛鑫淼金属制品有限公司提供。青岛鑫淼金属制品有限公司坚持“以人为本”的企业理念,拥有一支高素质的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。鑫淼金属——您可信赖的朋友,公司地址:青岛即墨市环秀办事处国家泊子村,联系人:宮经理。
压铸用模具使用提醒:
碎裂碎裂失效 在压射力的作用下,铝件压铸,模具会在zui薄弱处萌生裂纹,尤其是模具成型面上的划线痕迹或电加工痕迹未被打磨光,或是成型的清角处均会zui先出现细微裂纹,当晶界存在脆性相或晶粒粗大时,即容易断裂。而脆性断裂时裂纹的扩展很快,这对模具的碎裂失效是很危险的因素。为此,一方面凡模具面上的划痕、电加工痕迹等必须打磨光,即使它在浇注系统部位,也必须打光。另外要求所使用的模具材料的强度高、塑性好、冲击韧性和断裂韧性均好。
传统压铸工艺主要由四个步骤组成,或者称做高压压铸。这四个步骤包括模具准备、填充、注射以及落砂,它们也是各种改良版压铸工艺的基础。在准备过程中需要向模腔内喷上润滑剂,润滑剂除了可以帮助控制模具的温度之外还可以有助于铸件脱模。然后就可以关闭模具,用高压将熔融金属注射进模具内,这个压力范围大约在10到175兆帕之间。当熔融金属填充完毕后,压力就会一直保持直到铸件凝固。
金属的铸造性能 包括:
①流动性,液态金属充满铸型的能力;②收缩倾向,从液态到固态体积收缩大,精密压铸,易产生缩孔等缺陷,又线性尺寸收缩大,影响铸件的zui终尺寸精度;③热裂倾向,压铸,有的金属和合金在铸造过程中容易产生裂纹和偏析倾向等。
金属铸造种类造型方法习惯上分为:
① 普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。② 特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
压铸-青岛鑫淼金属制品-铝件压铸由青岛鑫淼金属制品有限公司提供。青岛鑫淼金属制品有限公司坚持“以人为本”的企业理念,拥有一支高素质的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。鑫淼金属——您可信赖的朋友,公司地址:青岛即墨市环秀办事处国家泊子村,联系人:宮经理。
为您推荐
 在线问
在线问
产品参数
