- 商品
- 详情


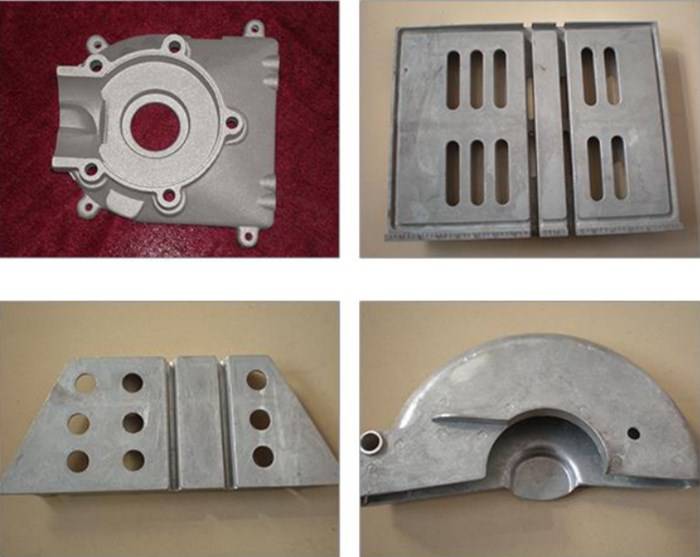
《2013-2017年中国压铸行业市场前瞻与投资预测分析报告》数据显示,我国产压铸机质量性能水平与国外工业***国家相比差距较大,合金压铸件定做,但是由于压铸件的分布领域较广,从交通能源到家用电器,到千家万户的日用工业品,无不有压铸件的存在,而这些压铸件市场要求各不相同,这就给国产压铸机市场带来了空间,特别是中、小型压铸机,这个空间有可能还要延续相当长的时间。这就为加速国产压铸机质量、性能的提高,提供了一个有利的时机。中国作为世界机械工业的基础工业的加工基地,特别是压铸件加工基地,锌合金压铸件,无疑给行业带来了良好的机遇。
压铸模具圆角问题处理:
圆角(包括转角) 铸件图上往往注明未注圆角R2等要求,我们在开制模具时切忌忽视这些未注明圆角的作用,决不可做成清角或过小的圆角。铸造圆角可使金属液填充顺畅,使腔内气体顺序排出,并可减少应力集中,延长模具使用寿命。(铸件也不易在该处出现裂纹或因填充不顺而出现各种缺陷)。例标准油盘模上清角处较多,相对来说,目前兄弟油盘模开的zui好,合金压铸件加工厂,重机油盘的也较多。
压铸模具使用问题分析:
致使模具失效的因素很多,既有外因(例浇铸温度高低、模具是否经预热、水剂涂料喷涂量的多少、压铸机吨位大小是否匹配、压铸压力过高、内浇口速度过快、冷却水开启未与压铸生产同步、铸件材料的种类及成分Fe的高低、铸件尺寸形状、壁厚大小、涂料类型等等)。也有内因(例模具本身材质的冶金质量、坯料的锻制工艺、模具结构设计的合理性、浇注系统设计的合理性、模具机(电加工)加工时产生的内应力、模具的热处理工艺、包括各种配合精度和光洁度要求等)。 模具若出现早期失效,则需找出是哪些内因或外因,泰安合金压铸件,以便今后改进。 但在实际生产中,溶蚀仅是模具的局部地方,例内浇口直接冲刷的部位(型芯、型腔)易出现溶蚀现象,以及硬度偏软处易出现铝合金的粘模。
合金压铸件定做-泰安合金压铸件-鑫淼金属制品由青岛鑫淼金属制品有限公司提供。“压铸铝件,砂铸铝件,重力铸造铝件,铸造铜件,压铸锌合金件”选择青岛鑫淼金属制品有限公司,公司位于:青岛即墨市环秀办事处国家泊子村,多年来,鑫淼金属坚持为客户提供好的服务,联系人:宮经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。鑫淼金属期待成为您的长期合作伙伴!
 在线问
在线问