- 商品
- 详情


金属的铸造性能 包括:
①流动性,液态金属充满铸型的能力;②收缩倾向,从液态到固态体积收缩大,易产生缩孔等缺陷,又线性尺寸收缩大,影响铸件的zui终尺寸精度;③热裂倾向,有的金属和合金在铸造过程中容易产生裂纹和偏析倾向等。
金属铸造种类造型方法习惯上分为:
① 普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。② 特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
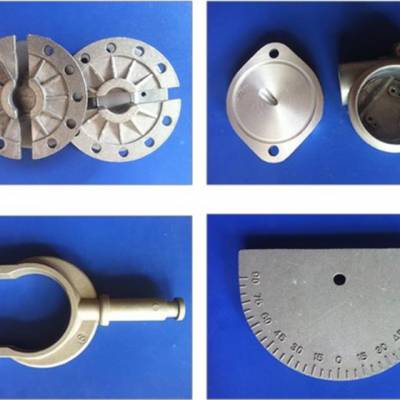
压铸的优点:
铸件拥有优良的尺寸精度,通常这取决于铸造材料,烟台合金压铸件,典型的数值为zui初2.5厘米尺寸时误差0.1毫米,每增加1厘米误差增加0.002毫米。相比其它铸造工艺,它的铸件表面光滑,合金压铸件定做,圆角半径大约为1-2.5微米。相对于沙箱或者长久模铸造法来说可以制造壁厚大约0.75毫米的铸件。它可以直接铸造内部结构,比如丝套、加热元件、高强度承载面。其它一些优点包括它能够减少或避免二次机械加工,生产速度快、铸件抗拉强度可达415兆帕、可以铸造高流动性的金属。
溢流槽① 溢流槽要便于从铸件上去除,锌铝合金压铸件,并尽量不损伤铸件本体。② 溢流槽上开设排气槽时,需注意溢流口的位置,避免过早阻塞排气槽,使排气槽不起作用。③ 不应在同一个溢流槽上开设几个溢流口或开设一个很宽很厚的溢流口,合金压铸件定制,以免金属液中的冷液、渣、气、涂料等从溢流槽中返回型腔,造成铸件缺陷。
本公司建于1988年,是一座有着悠久铸造历史的企业,主要以压铸和铸造为,铸造各种型号的铜、铝、锌、铅等有色金属产品,铸造工艺以重力铸造、离心铸造、砂型铸造、浇铸和金属模铸造为主。
合金压铸件定制-烟台合金压铸件-青岛鑫淼金属制品(查看)由青岛鑫淼金属制品有限公司提供。青岛鑫淼金属制品有限公司位于青岛即墨市环秀办事处国家泊子村。在市场经济的浪潮中拼博和发展,目前鑫淼金属在铸件中享有良好的声誉。鑫淼金属取得***商盟认证,标志着我们的服务和管理水平达到了一个新的高度。鑫淼金属全体员工愿与各界有识之士共同发展,共创美好未来。
 在线问
在线问
