- 商品
- 详情


压力的作用:
(1)比压对铸件机械性能的影响比压增大,铝合金压铸加工,结晶细,细晶层增厚,由于填充特性改善,表面质量提高,气孔影响减轻,从而抗拉强度提高,但延伸率有所降低。
(2)对填充条件的影响合金熔液在高比压作用下填充型腔,合金温度升高,流动性改善,铜压铸加工,有利于铸件质量的提高。
比压的选择:
(1)根据铸件的强度要求考虑将铸件分为有强度要求的和一般要求的两类,对于有强度要求的,应该具有良好的致密度.这是应该采用高的增压比压。
(2)根据铸件壁厚考虑在一般情况下,压铸薄壁铸件时,型腔中的流动阻力较大,泰安压铸加工,内浇口也采用较薄的厚度,因此具有大的阻力,故要有较大的填充比压,才能***达到需要的内浇口速度. 对于厚壁铸件,一方面选定的内浇口速度较低,并且金属的凝固时间较长,可以采用较小的填充比压。
金属的铸造性能 包括:
①流动性,液态金属充满铸型的能力;②收缩倾向,从液态到固态体积收缩大,易产生缩孔等缺陷,又线性尺寸收缩大,影响铸件的zui终尺寸精度;③热裂倾向,有的金属和合金在铸造过程中容易产生裂纹和偏析倾向等。
金属铸造种类造型方法习惯上分为:
① 普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。② 特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
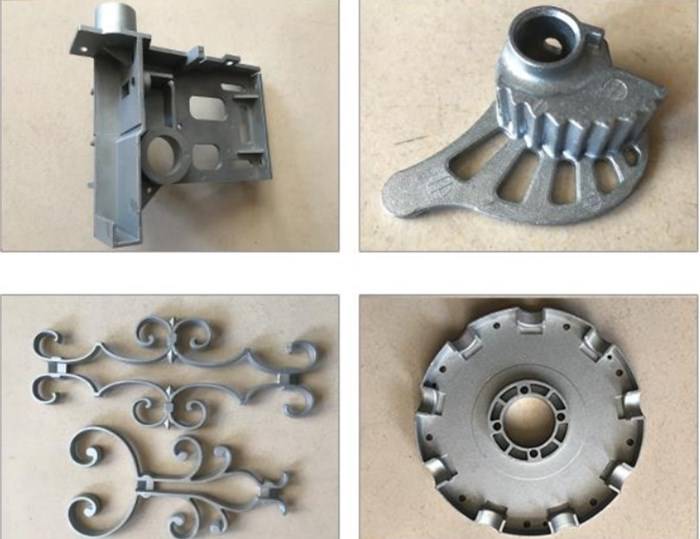
压力铸造(die casting):是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝固而形成铸件。
压铸工艺特点:
优点:1、压铸时金属液体承受压力高,流速快2、产品质量好,尺寸稳定,互换性好;3、生产效率较高,压铸模使用次数多;4、适合大批大量生产,经济效益好。
缺点:1、铸件容易产生细小的气孔和缩松。2、压铸件塑性低,汽车压铸加工,不宜在冲击载荷及有震动的情况下工作;3、高熔点合金压铸时,铸型寿命低,影响压铸生产的扩大。
应用:压铸件zui先应用在汽车工业和仪表工业,后来逐步扩大到各个行业,如农业机械、机床工业、电子工业、计算机、钟表、照相机和日用五金等多个行业。
铝合金压铸加工-泰安压铸加工-鑫淼金属(查看)由青岛鑫淼金属制品有限公司提供。青岛鑫淼金属制品有限公司在铸件这一领域倾注了诸多的热忱和热情,鑫淼金属一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。相关业务欢迎垂询,联系人:宮经理。
 在线问
在线问