- 商品
- 详情
- 车削刀具类型
- 华菱品牌
- BN-H11,BN-H10型号

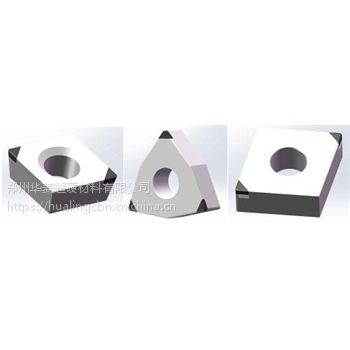
车削加工高硬度HRC55-62合金淬火钢华菱CBN(聚晶立方氮化硼)专用刀片耐磨不崩刃
车加工硬度HRC55-61淬硬钢时出现尺寸精度不低,数控刀片不耐磨,崩刃等问题,欢迎致电 华菱超硬
硬度H55-HRC61淬硬钢,属于高硬度材料,由于车加工时塑性变形差,切削温度高,所以对HRC55-61淬硬钢零件进行粗精加工时,对数控刀片硬度、耐磨性和耐高温性要求较高。
连续精车加工HRC55-61淬硬钢时可选用华菱品牌BN-H11或BN-H10材质数控数控刀片,实现“以车代磨”工艺。加工出工件表面光洁度可达Ra0.4,尺寸稳定性好(精度高)。
断续精车加工HRC55-61淬硬钢时可选华菱品牌BN-H20或BN-H21材质数控刀片性能:硬度高,耐磨性好,抗冲击性强。
粗车加工HRC55-61淬硬钢时,可选用华菱非金属粘合剂整体式CBN数控刀片BN-S20牌号,抗冲击韧性和耐磨性***结合,可强断续或大余量车加工H55-HRC61淬硬钢。
我们华菱还能根据不同客户的选择为您量身定制最经济的、效的数控数控刀片配置方案!***,并全程技术跟踪服务,欢迎来电咨询!
华菱品牌BN-H11牌号刀片加工案例:

华菱品牌BN-H11牌号刀片加工案例:
延伸阅读:
华菱超硬部分CBN数控数控刀片材质牌号及适用范围:
牌号 | 类别 | 应用范围 |
BN-K10 | 焊接式 | 适用于灰铸铁和耐磨合金铸铁材料的连续精加工,如制动鼓、刹精车盘、飞轮、缸套等工件的精车和高硬度铸铁材料的精加工。 |
BN-K20 | 适用于灰铸铁、球墨铸铁,粉末冶金材料的高速精加工,且适合高速精镗孔。 | |
BN-H10 | 适用于硬钢材料的连续精加工或轻微断续精加工,如“以精车代磨”齿轮、轴承等。 | |
BN-H20 | 适用于硬钢材料的中/强断续精加工和***速精加工,如各种仿形轴件和高精密齿轮、轴承的精车削和小型内孔的加工。 | |
BN-K1 | 整体式 | 追求高的抗冲击性能,针对高硬度短铁屑工件研发,具备高硬度的同时,其抗冲击性能更优异,适合大余量粗加工高硬度铸铁件如高铬合金,高镍铬合金,冷硬铸铁,白口铸铁;广泛应用于矿山机械,冶金机械,水泥、电力设备耐磨备件行业。 |
BN-S20 | 抗冲击性和耐磨性的***平衡,可用于粗加工,也可用于半精加工和精加工。适用于各种高硬度难加工材料,如高温合金、耐热耐磨钢、高硬度铸铁/铸钢、淬硬钢、氮化钢、渗碳钢材料的加工。 | |
BN-S30 | 追求高耐磨性和适当的抗冲击性,适合于灰铸铁、球墨铸铁、合金铸铁及粉末冶金材料的高速精加工,且适合高速高效镗削、铣削加工, |
具体加工零件材质,被加工件的可加工性能详细可以致电询问华凌超硬,华菱刀具工程师给您推荐最适合刀具。
 在线问
在线问
- 车削刀具
- 华菱
- BN-H11,BN-H10
- 聚晶立方氮化硼
- 否
- 河南郑州
- BN-H11
- DNGA150408
- 复合式
- 非涂层
- 车床
- 高硬度淬硬钢
- 立方氮化硼刀具
- 否
